


Tornillo Hexa-Tub
Tornillo autoperforante LUH – Cincado blanco
FIJACIÓN DE TEJAS METÁLICAS EN CORREAS DE ACERO PARA AMBIENTES CON BAJO ÍNDICE DE CORROSIÓN
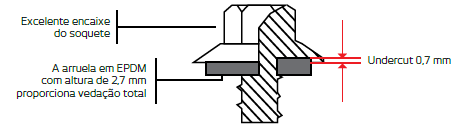
Fijación autoperforante con diseño LUH, con undercut poco profundo y estanqueidad garantizada por la arandela tubular de EPDM. Fabricado en acero al carbono y con marcado HE en la cabeza. Tiene un taladro forjado en frío de alto rendimiento.
Beneficios
 Desarrollado para ambientes con baja tasa de corrosión
Desarrollado para ambientes con baja tasa de corrosión
 Alta velocidad de perforación
Alta velocidad de perforación
Aplicaciones

Fijación de tejas metálicas (excepto galvalumes y aluminio) en correas metálicas

Superposición de azulejos (costura) y unión de láminas finas

Recomendado para trabajos con bajo índice de corrosión
COSTURA DE TEJAS Y UNIÓN DE PLACAS FINAS
| DESCRIPCIÓN | PUNTA DE TALADRO | RANGO DE APLICACIÓN (MM) | ARANDELA | REVESTIMIENTO | LLAVE DE APRIETE | U.M. | CANTIDAD POR EMBALAJE (PC) FRACCIONAL | CANTIDAD POR EMBALAJE (PZ) MAESTRO |
| PB 1/4 – 14X7/8” | TCP1 | 0,89 – 2,28 | EPDM | ZINCADO BLANCO | 5/16” | CJ. | 200 | 3000 |
FIJACIÓN DE TEJAS SIMPLE
| DESCRIPCIÓN | PUNTA DE TALADRO | RANGO DE APLICACIÓN (MM) | ARANDELA | REVESTIMIENTO | LLAVE DE APRIETE | U.M. | CANTIDAD POR EMBALAJE (PC) FRACCIONAL | CANTIDAD POR EMBALAJE (PZ) MAESTRO |
| PB 12 – 14X3/4″ | TCP3 | 2,79 – 5,35 | EPDM | ZINCADO BLANCO | 5/16” | CJ. | 250 | 3500 |
| PB 12 – 14X1.1/2″ | TCP3 | 2,79 – 5,35 | EPDM | ZINCADO BLANCO | 5/16” | CJ. | 150 | 2000 |
| PB 12 – 14X2” | TCP3 | 2,79 – 5,35 | EPDM | ZINCADO BLANCO | 5/16” | CJ. | 100 | 1500 |
FIJACIÓN DE TEJAS TERMOACÚSTICAS
| DESCRIPCIÓN | PUNTA DE TALADRO | RANGO DE APLICACIÓN (MM) | ARANDELA | REVESTIMIENTO | LLAVE DE APRIETE | U.M. | CANTIDAD POR EMBALAJE (PC) FRACCIONAL | CANTIDAD POR EMBALAJE (PZ) MAESTRO |
| PB 12 – 14X2.3/8″ | TCP3 | 2,79 – 5,35 | EPDM | ZINCADO BLANCO | 5/16” | CJ. | 100 | 1200 |
| TCP4 | 3,68 – 7,92 | |||||||
| PB 12 – 14X3.1/4? | TCP3 | 2,79 – 5,35 | EPDM | ZINCADO BLANCO | 5/16” | CJ. | 100* | 800 |
| TCP4 | 3,68 – 7,92 | |||||||
| PB 12 – 14X4” | TCP3 | 2,79 – 5,35 | EPDM | ZINCADO BLANCO | 5/16” | CJ. | 100* | 500 |
| TCP4 | 3,68 – 7,92 |
COMPOSICIÓN:
Material: Acero al carbono con tratamiento térmico
| ACABADO | GROSOR DE LA CAPA | RESISTENCIA A LA CORROSIÓN | |
| SALT-SPRAY¹ | KESTERNICH² | ||
| ZINCADO BLANCO | 5 MICRA | 48 HORAS | N/A³ |
Normas ASTM B117, ABNT NBR 8094 y DIN 50021 (corrosión roja)
2 – Norma DIN 50018 (suponiendo un 15% de corrosión roja en la cabeza del tornillo)
3 – El acabado zincado blanco no es aplicable a la prueba Kesternich, debido a su baja resistencia
DETALLES DEL FIJADOR:

Productos Relacionados
Conheça Nossos Produtos

Tornillo Durs Ecoseal®

Sellador PU 244 – Multiuso
Preguntas Frecuentes
Cada montaje tiene diferencias en cuanto al proyecto y ubicación de la obra, por eso, es necesario tener una especificación exclusiva para cada caso.
SOLUCIÓN:
- Tornillo de fijación: Al menos cuatro sujetadores por metro cuadrado (tejas/trenzas). Ejemplo: en una bodega con un techo de 1000 m², utilizará 4000 sujetadores duros.
- Tornillo de costura/cierre lateral: Al menos dos fijadores por metro lineal en la junta (teja/teja), en la tapa y cierre lateral.
Los problemas de quemado de bordes pueden estar relacionados con las siguientes situaciones:
- a) Alta rotación (punta quemada): La alta rotación del equipo puede provocar un alto desgaste en la punta del tornillo, debido al alto índice de fricción, lo que genera así la rotura de la varilla de corte de la punta del tornillo.
- b) El tornillo realiza dos operaciones al mismo tiempo (rotura de punta): Si el tornillo está generando dos operaciones al mismo tiempo (por ejemplo, perforación y fijación), la rotación del tornillo en el momento de la perforación puede reducir el proceso, lo que hace que la punta se queme.
- c) Extensión demasiado larga: si la extensión es demasiado larga, el voltaje del destornillador puede disminuir, provocando una disminución de la rotación, lo que dificulta el proceso de taladrado y provocando que la punta se queme.
- d) Perforación por explosión fuera de especificación (quema puntual): El tornillo debe perforar el rango especificado de cada extremo, según el Boletín Técnico Hard. Perforar por encima de este rango genera punta quemada.
SOLUCIÓN
Las posibles soluciones para la quema de puntas se enumeran en las siguientes alternativas:
- a) Utilice el equipo adecuado, según especificación Hard, de rotación máxima de 2500 RPM y 15Nm de llave.
- b) Durante el proceso de instalación, el tornillo debe realizar una operación a la vez, como:
1) Perforar;
2) Laminar;
3º) Atornillar;
De esta forma, se evita la pérdida de velocidad durante el proceso y por consiguiente la quema de la punta.
- c) Trabajar con extensiones de un máximo de 2 metros evitando pérdidas de tensión.
- d) Trabajar dentro del rango de perforación especificado en el Boletín Técnico Hard, comprobando la comparación de: TIPO DE PUNTA X ESPESOR DEL ENREDADO.
Presupuesto para la empresa
¿Quieres comprar por CNPJ? Haga clic en el botón a continuación y hable con uno de nuestros expertos.
Solicitar una cotizaciónEncontrar una tienda
Estamos presentes en todo Brasil, haga clic en el botón a continuación y encuentre la tienda más cercana a usted.
Encontrar tiendaComprar en línea
Puedes comprar directamente en nuestra tienda online y recibirlo en tu domicilio. Más comodidad y agilidad para ti.
Ir a la tienda en líneaNoticias Relacionadas

Grupo Hard innova con lechada para piscinas en Expo Revestir 2025
El mercado brasileño de piscinas, el segundo más grande del mundo, acaba de ganar un aliado para alargar la vida útil de los revestimientos cerámicos: la lechada Infinity Piscina, del Grupo Hard. El lanzamiento permite rejuntar hasta 3 veces más...
Saiba mais
3 minutos de leitura

[CASO] Construcción de un galpón logístico con un sistema de fijación y sellado de alto rendimiento
Lea a continuación cómo Bembra, empresa de gestión de propiedades y activos ubicada en la región sur de Brasil, invirtió en soluciones de alto rendimiento para garantizar la durabilidad del techo de uno de sus almacenes por hasta 30 años,...
Saiba mais
4 minutos de leitura

5 proyectos inspiradores en construcción metálica y mixta
La construcción metálica y mixta permite numerosas posibilidades de proyectos. En Brasil, este tipo de construcción es más común en la construcción de almacenes, centros de distribución o centros deportivos, pero no hay límites para el uso del metal, la...
Saiba mais
4 minutos de leitura

4 productos que evitan el retrabajo en el techo metálico
Cuando hablamos de obra, lo único que se quiere es entregar un servicio de calidad, sin quejas posteriores. Este objetivo aún no se logra en muchas empresas, que pierden tiempo y dinero haciendo ajustes a obras ya terminadas. Pequeños ahorros...
Saiba mais
3 minutos de leitura

¿Cómo elegir la lechada adecuada? ¡La guía definitiva para no equivocarse!
Pensar que la lechada es algo básico e igual para todos los revestimientos es uno de los principales errores que se cometen durante la obra. Saber cómo elegir la lechada adecuada es fundamental para garantizar la vida útil no solo...
Saiba mais
10 minutos de leitura

Lechada híbrida: 7 razones por las que esta lechada cambiará tu vida
La lechada es un paso importante en cualquier obra. Porque, con el material de calidad y una mano de obra especializada, el porcelánico gana en vida útil y la obra, en productividad. Uma novidade que alia rápida e fácil aplicação...
Saiba mais
9 minutos de leitura