

Structural Fastener – Line ASTM A325

Structural Fastener – Line ASTM A325
Hex Structural Fasteners – Line ASTM A325 – TYPE 1
High resistance fasteners, used in structural screwed connections and indicated in the assembling of higher responsibility. Manufactured in high-resistance and thermally treated steel, the ASTM A325 bolts are also different from the common bolts as they have a higher hex head size, named “heavy”, and the thread length is smaller. Nuts are also compatible with the heavy hex wrench, according to the standard ASTM A194 Degree 2, and the washers follow the standard ASTM F436 Type 1.
Benefits
 Reliability for the mechanical properties, standardized product
Reliability for the mechanical properties, standardized product
 Products identified with standardized marking
Products identified with standardized marking
 Higher reliability compared to the welded junctions, as they have a known resistance
Higher reliability compared to the welded junctions, as they have a known resistance
 It does not require welding in many situations
It does not require welding in many situations
 Possibility of disassembling and reassembling
Possibility of disassembling and reassembling
Applications

Conventional roofing structures (sheds, gantries, arches, fink, etc.)

Spatial roofing structures (mesh in tubular and laminated profiles)

Industrial and commercial sheds

Metallic structure buildings

Mezzanines and platforms

Pipe-rack.

Wheel track and overhead cranes

Runways and bridges
HEAVY HEX NUT ASTM A194 GRADE 2H
| DIAMETER | THREAD (F.P.P) | WRENCH | PACKAGE (PIECE) |
| 1/2” | 13 UNC | 7/8” | 500 |
| 5/8” | 11 UNC | 1.1/16” | 250 |
| 3/4” | 10 UNC | 1.1/4” | 250 |
| 7/8” | 9 UNC | 1.7/16” | 100 |
| 1” | 8 UNC | 1.5/8” | 100 |
FLAT WASHER ASTM F436 TYPE 1
| DIAMETER | PACKAGE (PIECE) |
| 1/2” | 1000 |
| 5/8” | 1000 |
| 3/4” | 500 |
| 7/8” | 500 |
| 1” | 200 |
HEAVY HEX STRUCTURAL BOLT ASTM A325 TYPE 1
| DIAMETER | 1/2” | 5/8” | 3/4” | 7/8” | 1” | |||||
| THREAD (F.P.P) | 13 UNC | 11 UNC | 10 UNC | 9 UNC | 8 UNC | |||||
| WRENCH | 7/8” | 1.1/16” | 1.1/4” | 1.7/16” | 1.5/8” | |||||
| MINIMUM THREAD LENGTH |
1.1/4” | 1.1/2” | 1.1/2” | 2” | 2.1/4” | |||||
| TOTAL LENGTH |
TYPE OF THREAD |
PACK. (Piece) | TYPE OF THREAD |
PACK. (Piece) | TYPE OF THREAD |
PACK. (Piece) | TYPE OF THREAD |
PACK. (Piece) | TYPE OF THREAD |
PACK. (Piece) |
| 1.1/4” | TOTAL | 500* | TOTAL | 250* | TOTAL | 150* | – | – | – | – |
| 1.1/2” | PARTIAL | 400* | TOTAL | 250* | TOTAL | 150* | – | – | – | – |
| 1.3/4” | PARTIAL | 400* | PARTIAL | 250* | PARTIAL | 150* | TOTAL | 100* | – | – |
| 2” | PARTIAL | 300* | PARTIAL | 200* | PARTIAL | 150* | TOTAL | 100* | TOTAL | 50 |
| 2.1/4” | PARTIAL | 300* | PARTIAL | 200* | PARTIAL | 100* | PARTIAL | 100* | TOTAL | 50 |
| 2.1/2” | PARTIAL | 300* | PARTIAL | 200* | PARTIAL | 100* | PARTIAL | 50* | PARTIAL | 50 |
| 2.3/4” | PARTIAL | 300* | PARTIAL | 150* | PARTIAL | 100* | PARTIAL | 50* | PARTIAL | 50 |
| 3” | PARTIAL | 250* | PARTIAL | 150* | PARTIAL | 100* | PARTIAL | 50* | PARTIAL | 50 |
| 3.1/4” | – | – | PARTIAL | 150* | PARTIAL | 100* | PARTIAL | 50* | PARTIAL | 50 |
| 3.1/2” | – | – | PARTIAL | 150* | PARTIAL | 100* | PARTIAL | 50* | PARTIAL | 50 |
| 3.3/4” | – | – | PARTIAL | 150* | PARTIAL | 100* | PARTIAL | 50* | PARTIAL | 50 |
| 4” | – | – | PARTIAL | 100* | PARTIAL | 50* | PARTIAL | 50* | PARTIAL | 50 |
| 4.1/4” | – | – | – | – | – | – | PARTIAL | 50* | PARTIAL | 50 |
| 4.1/2” | – | – | – | – | – | – | PARTIAL | 50* | PARTIAL | 25 |
| 4.3/4” | – | – | – | – | – | – | – | – | PARTIAL | 25 |
| 5” | – | – | – | – | – | – | – | – | PARTIAL | 25 |
*All the items are supplied with hot-galvanized coating, in the quantities informed in the tables as units.
COMPOSITION:
Material: Medium carbon steel with quenched tempering
| FINISHING | LAYER THICKNESS | RESISTANCE TO CORROSION | |
| SALT-SPRAY¹ | KESTERNICH² | ||
| HOT GALVANIZED | 50 MICRONS | N/A³ | N/A³ |
| WHITE GALVANIZED | 5 MICRONS | 48 HOURS | N/A³ |
1 – Standards ASTM B117, ABNT NBR 8094 and DIN 50021 (red corrosion).
2 – Standard DIN 50018 (allowing 15% of red corrosion in the bolt head).
3 – Test not applicable. Line ASTM A325 follows, as tightening parameter, the table 16 of standard ABNT NBR 8800.
According to the standard NBR 8800:2008, the bolts tightening control can be made by three processes:
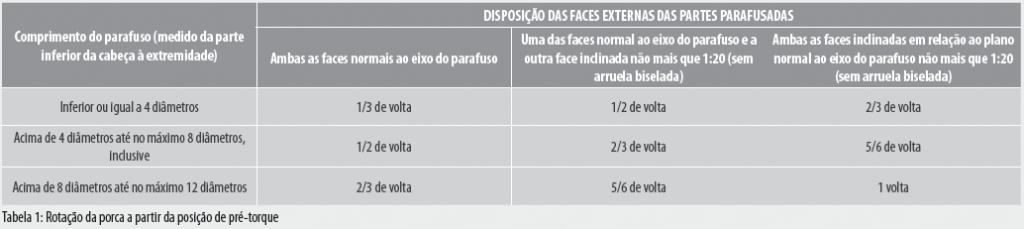
1 – Tightening by the nut revolution: In this method, to apply the minimum prestressing force specified in the Table 15 of standard NBR 8800:2008, there should be a sufficient number of bolts in the pre-torque condition, in order to assure that the parts are in full contact. The pre-torque condition is defined with the tightening obtained after few impacts applied with an impact wrench or by the maximum effort applied by a person using a common wrench. After this initial operation, bolts should be placed in the remaining holes, and also taken to the pre-torque condition. Then, all the bolts are applied with the additional tightening by means of the applicable bolt revolution, as indicated in the Table 1. Both the additional tightening and the final torque is started by the most rigid part of the connection and proceeding toward the free edges. During this operation, the portion opposite to the part that receives the rotation can not spin.
2 – Tightening with calibrated wrench or manual wrench with torque meter: There is no general relationship between the prestressing force in bolts and the torque applied during the nut tightening, due to several factors, including the friction conditions on the surfaces with relative movement. Torque tables based on past experiences or provided in technical literatures can be used.
These wrenches should be adjusted to provide a minimum prestressing 5% higher than the prestressing provided in the Table 15 of standard NBR 8800:2008 and reproduced in the ’’mechanical properties’’ folder. Wrenches should be calibrated at least once at a working day, for each bolt diameter to be installed, and should be recalibrated when significant changes are made in the equipment or when significant differences are observed in the conditions of each surface of the bolts, nuts, and washers. For the other conditions, see item 6.7.4.4.2 of standard NBR 8800:2008.
3 – Tightening using a direct traction indicator: Tightening bolts is allowed using a direct traction indicator, since it is demonstrated that the bolt was subjected to the minimum prestressing force by a direct measurement method established in the Table 15 of standard NBR 8800:2008 and reproduced in the “mechanical properties’’ folder.
Related Products
Conheça Nossos Produtos

Hex Impact Sockets

Structural Fastener – Line ASTM A307

Stud Welding Connector Pin
Budget for Company
Do you want to buy for CNPJ? Click the button below and speak to one of our experts.
Request a quoteFind a Store
We are present throughout Brazil, click the button below and find the store closest to you.
Find storeBuy Online
You can buy directly from our online store and receive it at your home. More comfort and agility for you.
Go to online storeRelated News

[CASE] How Solbras increased productivity in the installation of mini photovoltaic power plant plates and systems and had a leap in quality
Learn how Solbras, from small changes, had an increase in the productivity of the installation of plates and mini photovoltaic power plant systems, further increasing the quality of its services. Client: Operating throughout Brazil, Solbras develops and offers the best...
Saiba mais
4 minutos de leitura

4 reasons to replace aluminum with Polyurethane Plates (Cibatool) in foundry
The production of models, molds and core boxes is part of the daily routine of any foundry. These items can be produced with the most varied materials, the most popular being aluminum. But is this the best raw material for...
Saiba mais
5 minutos de leitura

[CASE] Petrus Empreiteira conquers grouting and roof waterproofing in São Paulo/SP much more agile with Grout Infinity and Waterproofing Flexpren
Read this history and see how Petrus Empreiteira used Grout Infinity and Flexpren Waterproofing to complete these stages of a work in São Paulo/SP much faster. Important! Also gaining in quality and reliability of the final result of the application. ...
Saiba mais
4 minutos de leitura

[CASE] Projefer repairs metal rail 600% faster with Mortar FR 117
Stopping the production line because of a floor repair no longer has to be a problem. Do like Projefer, who used FR 117 Mortar in maintenance and managed to clear the place 600% faster. Keep reading for details! Client: Located...
Saiba mais
4 minutos de leitura

How to make casting templates and negatives 24 times faster
Did you know that the production of casting models and negatives can be up to 24 times faster? This is possible if you replace the conventional reproduction system with Resin PC 26 + Hardener G 226. This reduction in service...
Saiba mais
3 minutos de leitura

4 evaluation criteria to choose the facade sealant
Choosing the sealant for the facade of your venture is essential to ensure the safety and durability of the entire structure. For this reason, when you're deciding, it is important to pay attention to some criteria, in order to avoid...
Saiba mais
6 minutos de leitura