

Metalic Screw – Low Lentil head


Metalic Screw – Low Lentil head
Low Lentil head screw
STEEL FASTENERS WITHOUT SEALING
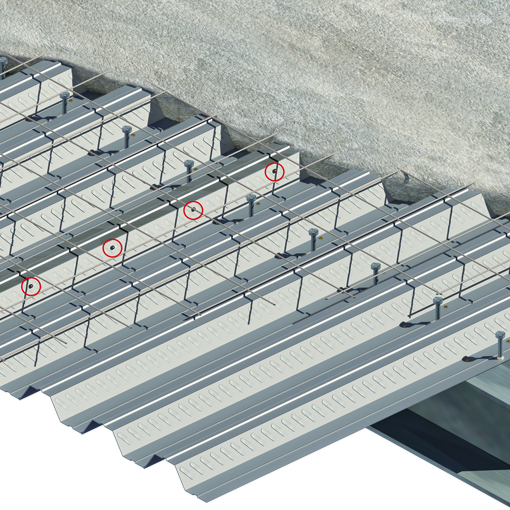
Self-drilling screw without sealing made of carbon steel with white zinc plating. Available in two tightening wrench options: torx 30 and square. Suitable for fixing clips for zipped tiles and metallic components for truck and bus bodies.
Benefits
 Fixing and drilling in only one operation
Fixing and drilling in only one operation
 Does not loosen with vibration
Does not loosen with vibration
 High drilling speed
High drilling speed
Applications

Fixing clips for zipped tiles

Fixing metallic compounds on bus and truck bodies
METALIC LINE • LOW LENTIL HEAD SCREW
| DESCRIPTION | DRILL BIT |
APPLICATION RANGE (MM) |
COATING | TIGHTENING WRENCH | U.M. | FRACTIONED AMMOUNT PER PACKAGE (PC) | MASTER AMMOUNT PER PACKAGE (PC) |
| PB 1/4 – 14X3/4” | TCP3 | 2.79 – 6.35 | WHITE ZINC PLATED | TORX 30 | CX. | 500 | 4000 |
| PB 1/4 – 14X7/8” | TCP1 | 0.89 – 2.28 | WHITE ZINC PLATED | SQUARE | CX. | 500 | 3000 |
COMPOSITION:
Material: Carbon steel with thermal treatment
| FINISHING | LAYER THICKNESS | CORROSION RESISTANCE | |
| SALT-SPRAY¹ | KESTERNICH² | ||
| WHITE ZINC PLATED | 5 MICRONS | 48 HOURS | N/A³ |
1 – ASTM B117, ABNT NBR 8094 and DIN 50021 Standards (red corrosion)
2 – DIN 50018 Standard (admitting 15% red corrosion on screw head)
3 – The test does not apply to the sample. Duration is less than 1 cycle.
Related Products
Conheça Nossos Produtos

Bits

MS 455 Sealing Industry

Pin Nailer – Hard GT 90
Frequently Asked Questions
The problems of tip burning, can be related to the following situations:
- a) High rotation (tip firing): The high rotation of the equipment can cause high wear on the screw tip, due to the high friction index, thus generating the breakage of the cutting rod of the screw tip.
- b) Screw performs two operations at the same time (tip breaking): If the screw is generating two operations at the same time (e.g.: drilling and fastening), the process may slow down the rotation of the screw at the moment of drilling, generating tip burn.
- c) Extension too long: if the extension is too long, it may decrease the voltage of the screwdriver, generating a decrease in rotation, making the drilling process more difficult, and causing the tip to burn.
- d) Boring holes outside the specification (tip flaring): The screw must pierce the specified range of each tip, according to the Hard Technical Bulletin. Drilling above this range causes the tip to burn out.
SOLUTION
The possible solutions for tip burning are listed in the following alternatives:
- a) Use the appropriate equipment, according to Hard specification, of maximum rotation of 2500 RPM and 15Nm of wrench.
- b) During the installation process, the screw should perform one operation at a time, such as:
1º) Drilling;
2º) Laminate;
3º) Screw;
This prevents loss of speed during the process and, consequently, burning of the tip.
- c) Work with extensions of a maximum of 2 meters, preventing loss of tension.
- d) Work according to the drilling range specified in the Hard’s Technical Report, checking the comparative between: TIP TYPE X PURLIN THICKNESS.
Budget for Company
Do you want to buy for CNPJ? Click the button below and speak to one of our experts.
Request a quoteFind a Store
We are present throughout Brazil, click the button below and find the store closest to you.
Find storeBuy Online
You can buy directly from our online store and receive it at your home. More comfort and agility for you.
Go to online storeRelated News

[CASE] How Solbras increased productivity in the installation of mini photovoltaic power plant plates and systems and had a leap in quality
Learn how Solbras, from small changes, had an increase in the productivity of the installation of plates and mini photovoltaic power plant systems, further increasing the quality of its services. Client: Operating throughout Brazil, Solbras develops and offers the best...
Saiba mais
4 minutos de leitura

4 reasons to replace aluminum with Polyurethane Plates (Cibatool) in foundry
The production of models, molds and core boxes is part of the daily routine of any foundry. These items can be produced with the most varied materials, the most popular being aluminum. But is this the best raw material for...
Saiba mais
5 minutos de leitura

[CASE] Petrus Empreiteira conquers grouting and roof waterproofing in São Paulo/SP much more agile with Grout Infinity and Waterproofing Flexpren
Read this history and see how Petrus Empreiteira used Grout Infinity and Flexpren Waterproofing to complete these stages of a work in São Paulo/SP much faster. Important! Also gaining in quality and reliability of the final result of the application. ...
Saiba mais
4 minutos de leitura

[CASE] Projefer repairs metal rail 600% faster with Mortar FR 117
Stopping the production line because of a floor repair no longer has to be a problem. Do like Projefer, who used FR 117 Mortar in maintenance and managed to clear the place 600% faster. Keep reading for details! Client: Located...
Saiba mais
4 minutos de leitura

How to make casting templates and negatives 24 times faster
Did you know that the production of casting models and negatives can be up to 24 times faster? This is possible if you replace the conventional reproduction system with Resin PC 26 + Hardener G 226. This reduction in service...
Saiba mais
3 minutos de leitura

4 evaluation criteria to choose the facade sealant
Choosing the sealant for the facade of your venture is essential to ensure the safety and durability of the entire structure. For this reason, when you're deciding, it is important to pay attention to some criteria, in order to avoid...
Saiba mais
6 minutos de leitura