

Somente quem já viveu em uma fundição sabe que problemas de desgaste de modelos e caixas de macho são bem comuns! O sistema areia, resina e catalisador utilizados para a formação do molde em areia geram um composto extremamente abrasivo que é injetado sob pressão nos ferramentais. Esta elevada abrasão causa desgastes, muitas vezes prematuros, principalmente nos massalotes, canais de alimentação e em algumas regiões da peça. Resultando em elevados custos de manutenção dos modelos e caixas de macho.
Além dos elevados custos, outro fator importante é o tempo de parada do ferramental para a manutenção. Ferramentais fabricados em aço P20 ou alumínio necessitam que seu reparo seja feito através de soldas e usinagem, que dependendo da disponibilidade de uma CNC e um soldador, esta manutenção pode-se levar semanas para fazer o reparo dos ferramentais, atrasando assim entrega do produto final.
Quer saber como reduzir tempo e custos de manutenção de modelos e caixas de macho na sua fundição?
Continue a leitura deste artigo e saiba tudo sobre o assunto.
Modelos e caixas de macho na fundição
Os materiais mais comuns para a confecção dos modelos e caixas de macho são metais, como alumínio e aço, pela sua elevada resistência a abrasão. Para a confecção de caixas de macho através do processo cold box (também conhecido como caixa fria) e de alguns modelos de fundição é muito utilizado uma liga de aço especial conhecido como Aço AISI P20. Este material possui boa usinabilidade, polibilidade e resistência ao desgaste. Na fundição é extremamente conhecido por ser o material mais resistente contra o desgaste pela abrasão, porém quando desgastado leva a adesão da areia em sua superfície além das perdas dimensionais. Quando esta situação ocorre, a manutenção dos modelos e caixas de macho é necessária já que há perda nas medidas e o processo torna-se lento e complicado de se fazer a limpeza e manutenção.
Manutenção de modelos e caixas de macho
Quem manuseia os ferramentais sabe a dificuldade de fazer reparos, já que há necessidade de retirar toda a peça e enviá-la para a manutenção, para que seja feito a reposição de parte do modelo ou caixa de macho desgastada. Para deixar o modelo ou caixa de macho com acabamento e precisão dimensional necessários, a manutenção pode ser feita através de solda e posterior usinagem. Este processo acaba por levar entre 2 a 6 semanas, ou seja, um tempo muito longo para se ficar com o ferramental parado!
Afim de reduzir o tempo de manutenção de modelos e caixas de macho, foi desenvolvido um sistema bicomponente a base de poliuréia que através do processo conhecido como face casting reduz o tempo de manutenção do ferramental de 2 a 6 semanas para apenas alguns dias! Além disso, há maior facilidade no manuseio por não necessitar de soldas e usinagem. Outro ponto importante é que não há necessidade de levar o ferramental inteiro para manutenção, somente a peça a ser reparada.
Como é feito o processo de face casting?
Para realizar a manutenção de modelos e caixas de macho através do processo de face casting, primeiramente deve-se fabricar o negativo da peça a ser reparada. É muito comum verificarmos duas formas de fazer este negativo. A primeira se dá através da reprodução da peça a partir do projeto e então utiliza-se esta reprodução para fazer o negativo. A outra alternativa seria fazer o negativo a partir de outro ferramental existente e que não esteja desgastado, proporcionando assim o dimensional correto. Em ambos os casos o negativo é feito com resina (PC 26 + G 226). Após o negativo pronto, aplicar uma camada de desmoldante (Z 15 LC) em toda sua superfície.
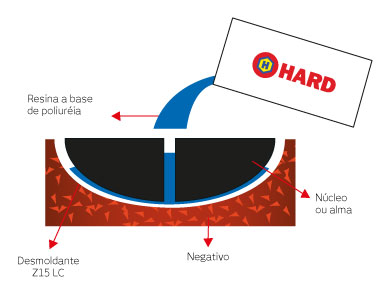
Em seguida, retira-se a peça desgastada do modelo ou caixa de macho e a mesma é encaixada no negativo, formando assim um espaço entre a alma e o próprio negativo, o qual será preenchida com a resina a base de poliuréia. Este preenchimento acontece através de canais de alimentação por onde a resina será vasada. Deve-se adicionar respiros para evitar a formação de bolhas dentro do negativo e da resina (poliureia). Através destes respiros também é possível verificar o nível de preenchimento da resina durante o processo, desta forma é possível saber quando o espaço foi todo preenchido gerando economia de material.
Após a aplicação da resina (poliureia) deve-se aguardar o tempo de cura total, que leva de 1 a 7 dias dependendo do material escolhido. Então, é so desmoldar o negativo do sistema e a peça estará pronta para uso na fundição.
Caso a resina sofra desgaste após a inserção na fundição ela pode ser facilmente reparada através dos mesmos métodos, ou seja, há a simplificação do processo unido ao baixo custo.
Tipos de poliuréia para face casting
Atualmente a Hard disponibiliza dois tipos de resina a base de poliureia bicomponente para manutenção de modelos e caixas de macho, são elas:
A primeira possui um tempo de cura muito rápido, onde a peça será liberada para uso em apenas 1 dia. Já no caso da segunda, pode-se levar até 7 dias.
Além disso, elas também se diferenciam quanto a tiragem, resistência a temperatura e quantidade máxima para aplicação manual. A Resina PC 3458 apresenta tiragem de 100.000 peças, resistência a temperatura de 95oC e quantidade máxima de 25 kg por ferramental, quando aplicada manualmente. Já a resina PC 3459 apresenta tiragem máxima de até 50.000 peças, resistência a temperatura de 65oC e quantidade máxima de 110 kg.
É importante destacar que a Resina PC 3458 necessita ser aquecida a uma temperatura de 40 oC para reduzir sua viscosidade e facilitar a mistura do produto, assim evitando a formação de bolhas internas durante o vazamento.
Uma dica na utilização destas resinas, é que quando ocorrer a sobra de material, as embalagens devem ser fechadas corretamente para que as resinas não percam suas propriedades ou mudem de cor.

Bege: Resina PC-3459 + Endurecedor PH-3958
Benefícios do processo
Além da redução do custo e tempo de manutenção de modelos e caixas de macho, abaixo estão listados mais alguns benefícios importantes:
- Excelente resistência à abrasão e longa vida útil (estudos mostram que é possível produzir mais de 100.000 peças sem a necessidade de novos reparos).
- Excelente resistência química contra os agentes liberados na fundição e as resinas utilizadas para a aglomeração da areia para formação dos moldes.
- Elevada impressão de detalhes, pois consegue copiar muito bem o negativo na qual entrara em contato
- Mínima contração levando a uma excelente precisão dimensional.
- Adesão mínima da areia de fundição. Quanto mais ela for submetida ao desgaste, mais lisa e uniforme ficará, o que leva a não adesão da areia.
- Por não necessitar de soldas, não há o risco de empenamento do modelo ou caixa de macho.
- Material não tóxico ou cancerígeno, ao contrário do produto conhecido no mercado como Ureol®, cuja fabricação foi proibida devido ao seu elevado grau de toxicidade.
A incorporação das resinas poliméricas a manutenção de modelos e caixas de macho tem se mostrado um grande avanço tecnológico, já que tem comprovado como materiais plásticos podem ser eficazes através da redução de tempo e de custo. A Hard está sempre empenhada em trazer para o mercado da fundição soluções inovadoras e que levem a uma maior produtividade, facilitando a vida do usuário. Quer saber mais sobre as soluções da Hard para manutenção de modelos e caixas de macho? Entre em contato com a nossa equipe comercial.





Comentários
Ainda não há comentários. Seja o primeiro a comentar.